 — Теория — BMW 3 series, 2.0 л., 1982 года на DRIVE2")
Ремонт кузова без сварки видео
Три залома PDR АвтоЮвелир
Aufrufe 2,2 Mio. Vor 5 years
Удаление вмятин без покраски. ИНСТРУМЕНТ ОБУЧЕНИЕ СЕРВИС Обучение pdr в Украине (Киев, Харьков, Донецк).
Ремонт днища авто без сварки
Aufrufe 143 Tsd. Vor 6 years
Ремонт днища авто без применения сварки, при помощи клепок и саморезов. Доступный ремонт.
Кузовной Ремонт Эконом Класса
Aufrufe 102 Tsd. Vor 5 years
Кузовной ремонт эконом класса без сварки. Дешевый и быстрый кузовной ремонт авто. Скажем сварке НЕТ, а саморезам.
Как восстановить днище без сварки
Aufrufe 107 Tsd. Vor 8 years
Как восстановить днище без сварки это видео от Сергея друга канала. Он ремонтировал свою машину и получилось.
Общие технологические правила
Признаком активного процесса гниения металла является образование локальных пузырей. Обнаружить их можно на смотровой яме или подъемнике. При попытке простучать дырочку, ее края начинают рассыпаться на мелкие части. Это явный признак надвигающегося ремонта.
При выявлении дефекта необходимо вскрыть слой изоляционного материала в салоне. Площадь снимаемого «пирога» должна быть в полтора — два раза больше самого проблемного участка. Это связано с тем, что отверстие нужно зачищать дальше краев. В идеале рекомендуется снять обшивку и сидение, где предполагается проводить ремонт. Так можно оценить всю картину повреждений, локализовать новые участки коррозии.
Коррозия как грибок, она распространяется по всей площади металла. Для этого гнилые куски удаляются, поверхность зачищается до появления блестящего слоя. На практике чистка может заходить далеко от основного очага. Пример: отверстие в 1-2 см требует шлифовки до 15-20 см по периметру.

После восстановления целого слоя металла, необходимо обработать его структуру ингибиторами коррозии – преобразователями. Обработка проводится внутри и снаружи.
Всем привет! Хочу поделиться, как можно заделать дыры в не силовых элементах кузова без применения сварки. Подкралась беда, откуда не ждали. Хотя, машина в таком возрасте, что нужно ждать. После установки уплотнителей на двери, мне показалось, что нижний угол правой передней двери слишком сильно стал выходить за общий ракурс. Лёгкий удар молоточком по брусочку через тряпочку показал мне истинную картину состояния железок.

На фото уже зачищено, обработано преобразователем, оцинковано и загрунтовано антикоррозионным грунтом. Далее металл удаляться не захотел, а я принялся за работу восстановления. Рабочие машины сделаны с применением стеклопластика в довольно большом количестве. Вот и я пошёл по этому примеру. Купил в магазине набор для ремонта пластиковых деталей и принялся ваять. В набор входят жестяная банка с эпоксидной смолой, тюбик с отвердителем, стекловолоконная ткань и стакан, он же крышка набора. Инструкция прилагается. В интернете много видео выложено с подобными восстановительными ремонтами. Уверяю-это не сложно. Для работы с эпоксидкой взял резиновые перчатки и кисть. Нарезал полосок стекловолокна необходимых размеров, чтобы перекрыть дыры с запасом. В стакане намешал небольшое количество смолы с отвердителем. Кистью смазал обезжиренную и зашкуренную поверхность вокруг дыры. Наложил заплатку и кистью наносил эпоксидку. Мазать нельзя! Нужно пропитывать только перпендикулярными движениями кисти относительно поверхности. Так положил пару заплат с внутренней стороны двери и пару заплат с наружной стороны.


Через сутки наждачной бумагой Р-180 зашкурил, потом выровнял шпатлёвкой и зашкурил Р-240

Шпатлевать пришлось несколько раз, чтобы убрать раковины. На третий раз всё получилось достаточно прилично. Далее алкидный грунт и покраска. Пользовался баллончиками с ЛКМ.


Пробег: 129 150 км
ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться. 2) как выполнять сварочные работы.
Часть 1. Оборудование и оснащение. Минимальный набор оборудования составит:1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки. 2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему. 3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.

4) Дрель электрическая, лучше всего низкооборотистая дрель-миксер.

И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной. 6) Набор рихтовочных инструментов для грубых работ

7) Сварочный шлем

такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

Много таких продается на www. aliexpress
9) Сварочные зажимы (клещи)

Нижних и средних по 2-4, верхних чем больше тем лучше.
Вопросы на ответы по списку выше. Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать. 3) ВАЖНО!а) Сварку нужно вести на прямой полярности, т. на горелку должен быть подключен «-«. Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме. б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Подробнее теория ЗДЕСЬСовет по выбору порошковой проволоки от Lincoln Electric
Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей. Пример:ESAB CORESHIELD 15Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
https://youtube.com/watch?v=vXYtmYTDKMA%3Fwmode%3Dopaque%26rel%3D0
https://youtube.com/watch?v=_fiW5Q-di08%3Fwmode%3Dopaque%26rel%3D0
https://youtube.com/watch?v=BFCvB5OX2e8%3Fwmode%3Dopaque%26rel%3D0%26start%3D6
(особенно важно осознать!)Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5. Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками. Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно. Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками. После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!Какой должен быть результат?1. Звук сварки должен быть слышен как ровномерное шипение/жужжание. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлаканагара, не должен иметь пор/кратеров/дыр. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

Стремиться нужно к такому
При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки). Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит 🙂
ДИСКЛЕЙМЕРДанным постом я никого не призываю к действию. Хотите варить – варите 🙂
В данном конкретном случае состояние моей е21 очень далеко от идеального, что позволяет мне не заморачиваться с аутентичностью отдельных деталей. Стремления повторить завод нет. Пусть это и 323i. Зато есть стремление создать максимально долговечную конструкцию, о чём поговорим ниже.
ОБЩАЯ «ТЕОРИЯ ЗАКЛЁПОК»

заклёпки бывают разные, синие, белые, красные
Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок.
Недостатки заклёпочных соединений:
Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений1. Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия. Позволяет соединять неподдающиеся сварке материалы.
Недостатки в сравнении со сваркой:1. Трудоёмкость процесса. Однако кобальтовые свёрла делают сверление быстрым. А вот сварные швы зачищать крайне неприятно.
Повышенная материалоёмкость соединения – это просто не важно.
Необходимость специальных мер для герметизации – ну так и сварку потом шовником мазать.
Процесс сопровождается шумом и вибрацией – для вытяжных заклёпок не актуально. А ещё от сварки летят капли и можно обжечься. Преимущества в сравнении со сваркой:1. Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия. + стойкость к вибрационным нагрузкам
Нет перегрева металла. Соединение более стойкое к коррозии само по себе + никто не мешает заантикорить деталь непосредственно перед установкой с двух сторон, а стык посадить на кузовной клей-герметик.
Банально дешевизна инструмента. Заклепочник стоит 500 рублей
Не нужно специальных навыков. Заклепать способен любой, а вот сварить хорошо это не так просто.
Коррозионная стойкость и выбор материала заклёпок
Начнём издалека. Вопрос лишь в одном типе коррозии – гальваническом. Гальваническая коррозия представляет собой электрохимическую реакцию между двумя и более различными (или разнородными) металлами.

Процесс гальванической коррозии можно наглядно продемонстрировать на примере взаимного контакта изделий из Алюминия и Нержавеющей стали. Алюминий – более химически активный металл является в данном случае анодом, а менее активная нержавеющая сталь – катодом.
При взаимодействии между нержавеющей сталью и алюминием возникает большая разница потенциалов в соответствии с рядом напряжений в металлах. При этом, благодаря действующему на электрический элемент электролиту (жидкость), возникает электрический ток, и анод, в данном случае Алюминий, корродирует.
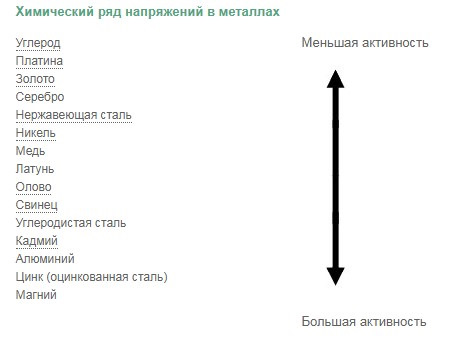
Чем дальше находятся в ряду напряжений металлы по отношению друг к другу, тем больше разность потенциалов и выше опасность коррозии
Гальваническая коррозия возникает в том случае, если имеет место один из следующих факторов:
Относительная влажность воздуха превышает 60%;Загрязненный воздух: большое количество металлических частиц;Металлы в винтовых соединениях, у которых большая разница потенциалов;Неправильное соотношение площадей поверхностей анода и катода. Рекомендации по противодействию гальванической коррозии:
Исключите возможность образования гальванического элемента
защищайте конструкции от действия влажности (удалите электролит)изолируйте металлы друг от друга, например, с помощью покрытияизолируйте металлы от электролита.
Избегайте соединения металлов, у которых большая разница потенциалов.
Материал из которого произведен крепеж должен быть более активным (анод), чем материал конструкции (катод).
Площадь поверхности конструкции(катода) больше площади поверхности крепежа(анода).
Выводы по выбору материала из этого крайне просты:
Пара сталь – нержавеющая сталь – очень плохая идея. Заклёпка останется, а вокруг будет гнить. Заклёпка должна быть окрашена3. Заклёпка должна быть изолирована от электролита (воды)4. Самый лучший материал заклёпки – окрашенная алюминиевая заклёпка с оцинкованным стальным сердечником. В данном случае цинк защищает алюминий, а алюминий изолирован от кузова краской.
Кстати о коррозии алюминияРяд испытаний показали, что коррозия алюминия сильно преувеличена. В атмосферной и влажной среде он не корродирует даже без краски. В морской среде корродирует около 30 лет.
А теперь представьте, у вас есть лонжерон:— изнутри покрыт кислотным или цинковым грунтом (на ваш выбор)— внутрь заложено 2 кг лучшего антикора в мире перед сборкой— нахлёст металла обработан кузовным клеем-герметиком + сами заклёпки окунаем в него перед установкой— поверх герметика после высыхания наносится ещё один слой лучшего антикора в мире (это конечно по желанию)
Что мы получаем в итоге:— соединение, которое в сырой среде держит 30 лет— только без доступа кислорода и воды— законсервированно лучшим антикором в мире изнутри— а когда герметик треснет, в его трещину снова пойдёт лучший антикор в мире
Собственно, выставляю технологию на ваш суд. На практике я уже начал её применять. Следующие записи расскажут подробности, следите 🙂
Сварка неоспоримо является лучшим решением для кузовного ремонта, но что делать, если бюджет таких работ очень ограничен, или же вы хотите попробовать сделать работу своими руками и не имеете опыта проведения сварочных работ. Также существует много случаев, когда автомобиль «рабочая лошадка» и экономически не целесообразно вкладывать в него средства, но все же закрыть сквозные дыры на кузове необходимо. В таком случае на помощь приходят различные методы ремонта кузова автомобиля без сварки.
Стоит сразу отметить, что все эти решения не являются профессиональными, а об их надежности есть некоторые сомнения, но все же их часто используют в своей практике многие автолюбители.
По своей сути бессварочные способы ремонта кузова авто – это сборник экспериментов народных мастеров, которые используя определенные характеристики материалов, решаю проблему реставрации дыр и больших трещин на различных кузовных деталях.
Общая концепция заключается в следующем. Поврежденный участок кузова подрезают с помощью болгарки, далее зачищают от грязи и пыли. Далее поверхность обезжиривают, обрабатывают антикоррозийными пропитками, после чего заделывают дыру. Наносят шпаклевку, шлифуют, грунтуют, красят и лакируют.
Давайте более детально разберем различные технологии ремонта.
Шпаклевка стекловолокном
Первый и самый ненадежный метод ремонт кузова авто без сварки – это заполнение сквозного отверстия шпаклевкой с добавлением стекловолокна. Существуют различные варианты этого материала, которые классифицируются в зависимости от размера фракции стекловолокна: мелкая, средняя и крупная. Для заделки кузовных отверстий используют в основном крупную фракцию стекловолокна.

Данный метод решения проблемы применим к небольшим повреждениям, и ни в коем случае не может использоваться на несущих конструкциях. Поскольку там он будет попросту не эффективен. При заполнении дыры шпаклевкой используют подкладку, а сами слои накладывают в несколько этапов с периодом высыхания материала.
Методика проведения работ следующая. Сначала металл кузова зачищают, далее грунтуют. Первые слои наносят с внутренней стороны детали, после их высыхания заполняют и лицевую сторону. Далее шлифуют, наносят универсальную шпаклевку и опять шлифуют. Дальше идут покрасочные работы.
Для ремонта крупных повреждений кузова в комплексе со стекловолокнистой грунтовкой используют алюминиевую сетку, которой закрывают сквозное отверстие и крепят ее с помощью скотча, после того как нанесена шпаклевка скотч снимают.
Используем стекловолокно и клей
Это второй вариант того, как можно сделать ремонт сквозной коррозии кузова без сварки, используя недорогие материалы и ручной инструмент. Заполнение сквозной дырки происходит путем нанесения клеевого состава на основе эпоксидной или полиэфирной смолы, а стеклоткань используют в качестве армирующего элемента.
Процесс реставрации начинается с той же зачистки поврежденной области кузова машины, далее ее обезжиривают и обрабатывают антикором.

Из стеклоткани вырезают необходимое количество латок. Размер каждой латки по сравнению с предыдущей накладкой делают больше по периметру на 2 см, таким образом, чтобы каждый последующий слой перековывал предыдущий. Далее путем приклеивания латок на поврежденный участок кузова стеклоткани осуществляют поэтапное заполнение дыры. Для крупных отверстий используют подкладку с внутренней стороны кузова. Далее идет шпаклевка, и приступают к покрасочным работам. Этот метод ремонта пригоден для небольших повреждений.
Пайка кузова
Метод пайки заплатки к кузову автомобиля позиционируют как что- то среднее между сварочными работами и использованием клейки стекловолокна. Суть его заключается в следующем, сначала места стыка заплатки с зачищенным кузовом возле сквозного отверстия залуживают, проще говоря, делают обработку с помощью припоя с флюсом, что обеспечивает более надежное крепление. После этого вырезанную пластину металла прикладывают к поврежденному участку кузова и с помощью мощного электрического паяльника проводят пайку, соединяя листы между собой. В выборе припоя и флюса исходят из типа металла, который нужно спаять. Если после проведения работ припаянная пластина немного выступает за поверхность кузова, ее утапливают с помощью полотка.

Есть и небольшие недостатки такого подхода. Во-первых, это высокая стоимость расходных материалов, того же припоя. Во-вторых, это все-таки более низкое качество швов по сравнению со сваркой. Также вы должны уметь работать с пальником, чтобы проводить работы самостоятельно.
Заклепочный ремонт
Стоит отметить, что заклепки для сборки кузовов применяют и сами производители автомобилей. Это также достаточно эффективный вариант ремонт кузова без сварки, который без проблем можно провести своими руками. Такой подход позволяет не только ремонтировать более крупные части поврежденных поверхностей, но и заменять цельные детали, те же крылья. Особенно актуален данный вид ремонта, если места стыковки металлических листов находятся в скрытых местах и скрываются обшивкой кузова. Наиболее часто применима технология заклепочного ремонта кузова для реставрации пола в автомобиле. Там заклепки будут работать даже лучше чем сварка. Можно заменять цельные куски пола, и при этом получать высокое качество результата. Сами заклепки при правильном выборе и последующей покраске не ржавеют и обеспечивают хорошую стыковку металлических листов между собой.

Обычно процесс выглядит следующим образом, сначала вырезают поврежденный кусок металла, а ему на замену вырезают латку согласно размерам отверстия. Просверливаются отверстия под заклепки. Далее используя в основном стальные заклепки диаметром 5 – 6 мм, два листа фиксируются между собой. Шаг выбирают согласно требованиям точечной сварки, а после проведения работ заклепки красят. Для проведения работ используют специальный инструмент.
Вот видео, которое поможет наглядно убедиться, что ремонт кузова автомобиля, можно проводить вообще без сварочных работ.
https://youtube.com/watch?v=n-ZISJc05Ig%3Ffeature%3Doembed
Стоит отметить, применяя вышеприведенные методы ремонта кузова машины, можно делать и рихтовку отдельных деталей авто. Под это вырезается отверстие, продеваются рихтовочные инструменты, выравнивается кузовная геометрия, после чего дыры заделывают предложенными в статье вариантами.
Способы восстановления пола автомобиля
Рассмотрим эффективные методы, как заделать дырку в днище автомобиля без сварки надолго.
Наложение латки из стекловолокна и эпоксидного клея
Для заполнения пустоты в днище машины при помощи стекловолоконного материала, необходимо:
Подготовить металл, удалить гнилые части, обработать преобразователем. Очистить поверхность от следов грязи, жира. Вырезать несколько кусков стекловолокна. Первый должен превышать размер дыры на 25-35 мм, второй — на 35-45 мм, третий — на 55-65 мм. При больших отверстиях может понадобиться 4-5 кусков материала. Заделка начинается с пропитки первой заплатки эпоксидным клеем. Кусок аккуратно накладывается на дырку, края разравниваются валиком или кисточкой. Поочередно клеятся остальные фрагменты стекловолокна
Важно хорошо пропитать материал смолой. Это не даст влаге просочиться между слоями и разрушить сцепление клея.
Рекомендуется накладывать следующие заплатки с разворотом на 45 градусов. После застывания стекловолокно будет равномерно распределять нагрузку из-за смещенных слоев.
Следующие латки накладываются после схватывания предыдущих. Работа ведется снаружи и внутри салона. После окончательного застывания стекловолокно можно зашлифовать и подготовить к нанесению грунта, битумной мастики или краски.
Способ заделывания дырок с помощью шпатлевки
На рынке присутствуют специальные типы шпатлевок, в состав которых входит стекловолокно. Они применяются для заделывания небольших дефектов. Волокнистый наполнитель увеличивает прочность шпатлевки и стойкость к механическим нагрузкам.
Процесс латания дыры схож с эпоксидным клеем. Состав наносится небольшими порциями в несколько приемов
Важно дождаться схватывания предыдущего слоя – это предотвратит провисание сырой шпатлевки и потери прочности
Данный способ требует тщательного обезжиривания краев дефекта. Кроме процедур по купированию ржавчины, необходимо тщательно обработать место антисиликоновыми составами. В противном случае шпатлевка не сцепится должным образом с металлом.

Припаивание металлической заплатки
Пайка – один из действенных методов, как можно заделать дыру в днище авто без применения сварки. Но для прогрева металла бытовые паяльники не подойдут – слишком большая площадь. Применяются портативные газовые горелки. Для удобного доступа к месту дефекта используют дистанционный подвод газа через шланг.
Для пайки необходим припой и флюс. В качестве паяльной смеси применяется легкоплавкий наполнитель с повышенным содержанием олова, свинца. Флюс используют кислотный, при отсутствии допускается применение аккумуляторного электролита.
Недостатков у пайки два:
- Опасность пожара. При соблюдении техники безопасности, этот пункт нивелируется.
- Олово-свинцовый припой вызывает электрохимическую коррозию металла в зоне стыка. Для уменьшения данного эффекта нужно тщательно прогревать стык с нахлестом.
Установка оцинковки и заклепочные соединения
Техника накладывания новых листов с заклепками популярна у гаражных мастеров. Технология позволяет заделать небольшие и масштабные дефекты, не прибегая к химическим компонентам и тщательной подготовке.
Вначале удаляется пораженная часть днища. Края среза зачищаются до блеска, удаляется краска, грунт, следы шумоизоляции. По контуру вырезается новый лист цинковой стали. Размечаются точки соединения заплатки с днищем, сверлятся дырки в диаметр заклепки. Отметим, что лист заплатки вырезается с запасом 5-10 мм в зависимости от повреждения.
Следующий шаг – установка стальных заклепок. Операция выполняется ручным или пневматическим пистолетом. Второй вариант существенно ускоряет процесс и снимает нагрузку на руки мастера. По завершении крепления стык обрабатывается битумным герметиком, а лист грунтуется и окрашивается в цвет.

Сложнее устанавливать металлические заплатки на фигурных участках пола. От ремонтника потребуется умение формировать правильную геометрию с прямого листа оцинковки. В зоне силовых элементов (лонжероны, распорки и другие) допускается установка болтов в данные узлы. Вместе с заклепками они «стягивают» конструкцию, увеличивают механическую прочность пола.
Применение стекловолокна и клея
Для повреждений средней степени часто используют способ заделки дыр при помощи стеклоткани. Когда данный участок обработан и очищен от слоев краски и ржавчины, необходимо из стекловолокна вырезать несколько накладок, размерами с отверстие плюс 2 сантиметра. Данный участок следует предварительно прогрунтовать и дать составу застыть.
Ремонтный комплект для авто
На сухую поверхность прикладывается накладка и закрепляется смесью (полиэфирная или эпоксидная смола+клей). Следующая «деталь» прикладывается и также фиксируется. Таким образом, приклеивают все детали из стеклоткани, накладывая их одна на одну. Чтобы они не провисали и не деформировались, следует подложить подкладку. Когда смола с клеем высохнет, нужно обработать рабочую область и покрасить ее.

Для повреждений средней степени часто используют способ заделки дыр при помощи стеклоткани. Когда данный участок обработан и очищен от слоев краски и ржавчины, необходимо из стекловолокна вырезать несколько накладок, размерами с отверстие плюс 2 сантиметра. Данный участок следует предварительно прогрунтовать и дать составу застыть.
Обработка дыр в днище авто оцинкованным металлом встречается достаточно часто. Основной материал, необходимый для этого, – железный лист. Перед установкой его следует закрепить саморезами и смазать мастикой. Лучше всего использовать противошумную битумную смесь. Затем укладывается оцинковка и крепится болтами с помощью дрели. Потом нужно обработать участок специальными средствами, выровнять всю поверхность. Когда все просохнет и конструкция закрепится, ее следует покрыть краской.
https://youtube.com/watch?v=xug-dOUT16E
Еще один надежный вариант заделывания дыр – это делать заклепочные соединения. По этой технологии можно ликвидировать большие и маленькие отверстия. Для этого поврежденный участок вырезается, края очищаются от краски и ржавчины. Далее вырезаются заклепки из стали, так как они меньше всего поддаются коррозии. Потом прикладывается деталь и крепится этими заклепками. Когда конструкция выполнена, весь участок окрашивается.

Итак, способов заделать дыры в днище авто без сварки существует несколько. Вы можете воспользоваться любым методом, описанным в этой статье. Выбирайте именно тот вариант, который вы сумеете осуществить. И помните, любую задачу возможно и очень приятно осуществлять самостоятельно.
Припайка металлического элемента в поврежденную область – это способ заделки дырок в днище или любой другой части авто, когда можно закрыть отверстие небольших размеров. Чтобы осуществить ремонт машины по данной технологии, необходимо иметь такие инструменты:
- кусок металлического листа;
- мощный паяльник;
- флюс или преобразователь ржавчины;
- шпатлевка;
- грунтовка.
Материалы в авто
Итак, для начала очищается область, которую следует отремонтировать, снимается краска, ржавчина, грязь. Далее ее обрабатывают флюсом и обезжиривают. Потом производятся замеры и вырезается металлический кусок нужной формы. Такой элемент полностью заделает отверстие, и края будут идти внахлест. Когда деталь для заплатки будет готова, ее приделывают паяльником. Затем края заплатки обрабатывают флюсом. В завершении стоит обработать участок шпатлевкой и прогрунтовать его. Когда поверхность высохнет, наносится краска и защитный слой.
Такой способ заделки дырок в днище автомобиля наиболее популярен. Специалисты отмечают долговечность припаянных заплаток, так как соединение достаточно надежное. К тому же данным способом можно заделывать дырку любого размера. В целом, припаять заплатку достаточно просто, с чем справится и новичок, не имеющий большого опыта в ремонте машин.
Последовательность действий при запайке дыр в днище
Технология работ
Способ заклепочного соединения представляет собой скрепление двух или больше металлических листов посредством цилиндрических стержней, на концах которых головки. Предварительно в соединяемых деталях просверливают отверстия. Заклепку, с выполненной заранее одной головкой, вставляют в отверстие и формируют вторую шляпку. Головки клепок стягивают листы между собой и противодействуют их отрыванию. Стержень этого крепежа препятствует боковому взаимному смещению деталей и подвергается действию перерезывающих сил.
Заклепочные соединения применяют в производстве кузовов:
- для закрепления листов (из легких сплавов чаще всего);
- для закрепления деталей, изготовленных из пластических материалов;
- при сборке рам.
При ремонте этот способ чаще всего используют для замены поврежденной коррозией листовой обшивки кузова, когда сварка ненадежна. Особенно распространено заклепочное соединение при ремонте полов — поврежденный участок заменяют новой панелью. Грамотно выполненный заклепочный шов по прочности не уступает сварному.
Холодные способы заделки дырок в металле
Заделать дыры в днище автомобиля без применения огневых работ можно двумя способами.
- Применяя композитные материалы – различные виды полимерных смол в сочетании с армирующим наполнителем и ускорителем реакции отверждения. При качественной обработке поверхностей они, кроме восстановления механической прочности, играют роль ингибиторов – замедлителей реакций химической и электрохимической коррозии;
- Устанавливая заплатки из листового материала на заклепки.
Дырки в днище обнаруживаются обычно снаружи, при осмотре автомобиля на яме или подъемнике. Признаками сквозной коррозии являются локальные вспучивания, которые при попытке их расковырять рассыпаются в труху.
При обнаружении подобных неприятностей вам надо вскрыть и удалить пирог тепло-, шумо- и гидроизоляции на полу в салоне на всем том участке, где лист железа, образующий пол, приварен к силовым элементам кузова – порогам, тоннелю и прочим. Тогда вы увидите всю картину повреждений и сможете принять меры профилактического характера в тех местах, где коррозия еще не стала сквозной.
Дыра в днище автомобиля
Перед самим процессом заделывания прорех вам надо принять меры к замедлению процесса коррозии (остановить – это недостижимый идеал, к которому стоит стремиться). Для этого все лохмотья железа удаляются, а края, имеющие остаточную прочность, обрабатываются наждачной бумагой и металлической щеткой до появления блеска. Зачищенная поверхность обрабатывается преобразователями ржавчины. Например, составом «Цинкарь». Работы ведутся внутри и снаружи.
Работа имеет смысл, если общая поверхность сквозных дыр не превышает 15% площади пола.
Заделка точечных дыр
Если очаг сквозной коррозии имеет диаметр не более 1 сантиметра, его можно просто замазать двухкомпонентным полимерным составом. Хороший результат дает клей Poxipol или набор для холодной сварки, похожий на пластилин.
Небольшое отверстие дает возможность применить так называемую катодную электрохимическую защиту. Найдите алюминиевый пруток, сделайте из него заклепку и заделайте ею дырку. В радиусе 20 см от нее коррозия остановится. Правда, заклепка будет постепенно разрушаться сама. Но на это может уйти лет пять.
Заделка масштабных разрушений
В этом случае придется позаботиться и о том, чтобы восстановить механическую прочность. Если отверстие находится на плоском участке, то нет смысла возиться с эпоксидным составом и стеклотканью.
Действительно прочный композитный материал получается лишь при абсолютно точном соблюдении технологии – пропорций смешивания, режима сушки и многого другого. Используйте готовый материал подобного рода, например, текстолит. Имеющий толщину 3 мм, он не уступает по прочности листовому железу. Пластина может устанавливаться только на эпоксидный клей, но лучше применять комбинированное соединение, используя заклепки. Последние должны быть из алюминия, тогда они сыграют роль катодной защиты.
Заплатки на днище автомобиля
Дыры большой длины на месте стыков с силовыми элементами ликвидируются заплатками из листового железа или алюминия. Их нужно согнуть по форме стыка так, чтобы ширина зоны контакта с еще живым материалом была не менее 2 см. Устанавливаются они на алюминиевые заклепки, использование эпоксидного состава будет нелишним. Особенно если используется листовое железо. Ведь вы не можете точно знать его состава и того, в какую сторону пойдет электрохимическая коррозия – будет ли она разрушать заплатку или кузов. Полимерная смола сыграет роль ингибитора.
Ремонт днища ВАЗ-2110 без сварки
При любом кузовном ремонте в первую очередь необходимо произвести внешний осмотр железа, выявить и отметить для себя, какие участки находятся в плачевном состоянии, нуждаются в ремонте или замене. Состояние металла днища определяется разными способами:
- при помощи молотка и керна – если вы считаете, что на определенном участке присутствует ржавчина, необходимо несильно ударить по металлу, проверить, нет ли под антикоррозийным покрытием гнилого железа;
- попробовать поднять машину на домкрате с каждой стороны – если упорные площадки подгнили, при попытке поддомкратить авто это будет заметно;
- понажимать в разных местах на пол автомобиля – слабое, подгнившее железо будет прогибаться под ногами;
- попытаться передвигать взад-вперед передние кресла в салоне – проблематичное перемещение сидений также нередко говорит о плохом состоянии металла.

Любой ремонт порогов и днища бессварочным способом не является профессиональным, и мастерами считается только временной мерой, чтобы по-хорошему восстановить состояние кузова, без сварочного аппарата не обойтись. Ремонтируя днище без сварки, заплатки и новые кузовные элементы не вваривают, а устанавливают на заклепках или саморезах (болтах), подготовка и вся другая работа производится так же, как и при традиционном ремонте кузова с использованием сварочного аппарата.
Виды заклепок
Изготовляют из ковких металлов. Наибольшее распространены получили клепки из алюминия и его легких сплавов, мягкой стали, латуни, меди и другие. Различают типы:
- простые;
- специальные.
У простых сплошной стержень. Заводская головка может быть цилиндрической, круглой или потайной (плоской). Эти крепежные элементы применяют, когда есть хороший доступ к обеим поверхностям скрепляемых листов, потому что для формирования второй шляпки используют пневматический или ручной молоток.
У специальных клепок стержень трубчатый и заводская головка имеет отверстие по центру. Вторую шляпку получают протягиванием и последующим отрывом оправки (стержня с утолщенным концом). В результате получается головка в виде толстого заплечика. Второй способ — цилиндрический стержень проталкивают, в следствии чего внутренний заплечик раздается и преобразуется в наружный. Специальные применяют в случаях:
- задняя поверхность соединяемых листов недоступна или труднодоступна;
- для скрепления металла с деталями из слоистого пластика;
- для крепления декоративных деталей.
В области дыры в днище следует снять поврежденное покрытие, то есть старый слой краски, и зачистить металл, обработать специальным препаратом – преобразователем ржавчины. Потом рабочая поверхность обезжиривается и грунтуется. Далее готовится раствор шпатлевки однородной консистенции. Для большей эффективности в него добавляют стекловолокно (чаще всего с крупными элементами). Затем аккуратно наносится состав на поврежденный участок. Пожалуй, это самая ответственная часть работы. Необходимо заделать всю дырку, щели и микротрещины, которые могут возникнуть вокруг нее. Нанесение раствора должно происходить в несколько этапов, давая каждому новому слою высохнуть.

Чтобы достичь максимальной фиксации шпатлевки на поврежденном участке, на обратную сторону прикладывается подкладка. Она не позволяет раствору растечься, а действовать в той области, которую необходимо отремонтировать. Если же дырка в днище авто достаточно большая, данный метод ремонта так же можно применять со вспомогательными элементами. Вместо подкладки монтируется металлическая сетка в область повреждения. Поэтому шпатлевка равномерно распределяется по ней, заполняя все пространство. После того, как раствор окончательно высохнет, данную область обрабатывают малярной автомобильной шпатлевкой. Затем поврежденный участок красят и наносят защитную пленку.
Шпатлевка для авто
Заклепочный шов
Независимо от типа, при ремонте необходимо использовать клепки из такого же материала, что и скрепляемые листы. Алюминиевые элементы крепления будут постепенно разрушаться, если ими склепать латунь, медь, коррозионно-стойкую или обычную сталь. В атмосфере более влажной этот процесс будет заметнее, так как образуется электролитическая пара.
Важные параметры заклепочного крепления — расстояния от края листа до центра клепок и величина шага (расстояние между осевыми соседних элементов крепления, смонтированных по одной линии — шву). Размер шага кратен диаметру крепежа и зависит от назначения заклепанной детали. Для приведенного выше примера при диаметре 4 мм длина стержня клепки 8 мм. Размер шага — 40 мм. От края листа до оси шва — 8 мм. В ряде случаев, при ремонте кузова, ориентируются на шаг точечной сварки и по нему размечают установку крепежных элементов.
Порядок установки простых клепок:
- Скрепляют листы болтами через 5 – 6 отверстий, просверленных под клепки. Несовпадающие отверстия обрабатывают повторным сверлением или посредством развертки.
- Крепеж устанавливают головкой к более тонкому листу.
- Головку крепежного элемента устанавливают на массивную наковальню. Используют клепальную подставку для круглых головок — позволит предохранить головку от деформации.
- Надевают на стержень клепки оправку, по которой молотком наносят несколько ударов. Листы должны поджаться к шляпке.
- Осаживающую оправку снимают и производят удары по оси стержня крепежа. В результате элемент крепления, сминаясь, сперва заполняет отверстие, а потом образует заготовку замыкающей головки.
- Наносят удары по краям клепки под углом, оформляя шляпку.
- На головку устанавливают клепальную оправку и завершают формирование. При расклепывании крепежа с потайными шляпками в результате расплющивания молотком металл сминается и заполняет зенковку.
- Монтажные болты снимают, на их место устанавливают крепеж.
Монтаж специальных клепок:
- П.1 для простых элементов крепления.
- Клепку вставляют в отверстие, в протяжное устройство вводят завальцовочный стержень.
- Головку с усилием прижимают к листам, которые сжимают между собой.
- Растяжное устройство приводят в действие до наступления отрыва стержня крепежа.
- П.8 для простых.
Применение для заклепывания стержня-прошивки:
- В большинстве случаев стержень-прошивку вгоняют молотком. Во время работы требуется контролировать плотность прилегания друг к другу листов, прикладывая усилие вблизи головки клепки.
- Прижим шляпки к листам происходит под действием продвижения стержня-прошивки (по нему молотком наносят удары).
https://youtube.com/watch?v=fdIDGRGtaGI%3Ffeature%3Doembed%26wmode%3Dopaque
Для механической установки простых клепок используют пневматический молоток. Короткие последовательные удары приводят к формированию головки. При применении крепежных элементов из алюминия, легких сплавов применяют пневматические пистолеты, оформляющие шляпку за 1 удар. Специальные клепки устанавливают механически если завальцовочный стержень тянущего типа.
Дефекты при заклепывании:
- залегание простых клепок;
- между листами образуется утолщение – в результате размер головки уменьшается;
- плохое развальцовывание специальных элементов крепежа – следствие недостаточной длины;
- подвижность клепки в отверстии – следствие большого зазора между отверстием и вставленным крепежом, который раздается недостаточно, чтобы заполнить зазор.
Сверление отверстий под заклепки
Отверстие сверлят диаметром немного большим, чем у стержня клепки. Однако следует стремиться к получению наименьшего зазора, так как при этом:
- у простых элементов крепежа возможность к изгибу меньше;
- специальные лучше завальцовываются.
На практике, во время ремонта, диаметр отверстия определяется размерами имеющихся сверл. Для клепок малого диаметра, используемых в жестяном деле, общий зазор должен быть в пределах 0,5 мм. Отверстие, по возможности, следует обработать – снять с внутренней поверхности заусенцы, которые образовались при сверлении.
Перед сверлением листов выбирают длину и диаметр клепок. Например, для монтажа на пол кузова с толщиной металла 0,6 мм листа в 1,0 мм диаметр элемента крепления будет приблизительно 4,0 мм. В случае использования специальных клепок, соединяемые листы могут быть толще, чем это допустимо для простых. Это применимо, если на элементы крепления действуют небольшие усилия. Листы обшивки кузова подвергаются вибрационным нагрузкам, действию напряжений кручения и изгиба, возникающих во время движении автомашины по неровной дороге. Они заставляют крепеж «играть». Так как в случае больших усилий требуется принимать диаметр крепежного элемента больше расчетного, то для указанного выше примера диаметр будет 5,0 мм.
Длину клепок подбирают в зависимости от их типа. У простых определяется длиной стержня. Поэтому длина элемента крепления вычисляется как сумма толщин соединяемых деталей и толщины металла, требуемого для заполнения зазора между отверстием и клепкой и для образования головки. При формировании круглой замыкающей головки к суммарной толщине листов добавляют длину стержня равную 1,5 диаметра. Для определения размеров специальных элементов крепежа используют таблицы, прилагаемые изготовителями.
https://youtube.com/watch?v=fdIDGRGtaGI%3Ffeature%3Doembed%26wmode%3Dopaque
Бессварочные варианты авторемонта
Ремонты кузова авто без сварки считаются непрофессиональными, поскольку это не продукт многочисленных научных изысканий. Способов несколько.
Общие требования: повреждённый участок удаляют болгаркой либо зубилом. Наносят антикор, цинк, обезжиривают. Далее малярной шпаклёвкой заделывают отверстия, создавая поверхность подходящей формы, красят.
Шпаклевание автомобиля

Используется материал со стекловолокном со структурой:
- мелкой;
- средней;
- крупной.
Крупноволоконный состав годится для исправления мелких повреждений. Применим, когда они находятся около конструктивных карманов. Зафиксируют состав подкладки, размещаемые с внутренней стороны. Шпаклевание — вариант бюджетный, но надёжности мало.
На зачищенную, грунтованную поверхность металла накладывается слой шпаклёвки. Сначала внутрь, затем прорабатывается поверхность. После отвердевания стартового слоя идёт второй. Сушка производится при комнатной температуре.
Использование алюминиевой/латунной сетки даёт возможность отремонтировать значительные повреждения. Сеткой закрывается отверстие, крепится скотчем. После шпаклевания, обработки скотч удаляется.
Стекловолокно +синтетический клей
Крупные повреждения заделывают стекловолокном. Клеящий состав — эпоксидка или полиэфирная смола. Стеклоткань накладывается в несколько слоёв, каждый перекрывает предыдущий на 2 см.
Всё промазывается клеящим составом. Провисание ткани устраняют установкой подкладок. Производится сушка. Вариант подходит для мелких повреждений.

Способ удаления значительных кузовных повреждений. Металлическая латка прижимается к кузову, соединяется припоем. Флюс даст прочность. Припой, флюс выбираются на основании металлических сплавов. Работают высокомощным электропаяльником.
- дороговизна припоя;
- малая прочность.
Металлическая заплатка должна без зазора закрывать отверстие. Начальный этап — залуживание поверхности. Выступающая накладка осаживается молотком. Далее — шпаклевание, покраска.
Заклёпки

Вариант для ремонта больших повреждённых участков, замены деталей. Способ предпочтительнее сварки при ремонте днища. Повреждённую область удаляют, размещают новый кусок металла либо деталь. Клепают стальными заклёпками, диаметр — 5 мм, для несущих элементов — 6 мм.
Перед размещением заклёпки обрабатывают антикоррозийным веществом. Требуется заклёпочник.
Прочие способы
Днище ремонтируют оцинкованными листами, применяя соединения болтами. Повреждённую область удаляют угловой шлифмашинкой. Вырезают 2 куска оцинкованного металла — для верха и низа. Пол промазывается битумной мастикой с обеих сторон. Оцинковка тоже обрабатывается.
Монтируют нижнюю составляющую, закрепляя саморезами. Длинные концы удаляют. Устанавливают верхнюю составляющую. Скрепляют болтами М5. Крепёж идёт по периметру во избежание выгибания листов.
Ремонт коробчатых элементов кузова без сварочного оборудования производится высверливанием отверстий. Затем вставляют инструмент, приводят в порядок неисправность. Отверстие заделывают любым вышеуказанным способом.
Ремонт кузова авто без сварки: починка своими руками, видео
Watch this video on YouTube